
Outsourcing wire harness production allows OEMs to focus on vehicle integration while leveraging specialized manufacturing expertise. A systematic approach to harness design, assembly, and testing ensures that the final product meets stringent reliability and performance requirements.
Pre-Production
Before manufacturing starts, OEM buyers should provide their contract manufacturer with a complete technical data package including:
- Bill of materials (BOM) with unique part numbers.
- Detailed connector images indicating pin locations.
- Wire run list specifying wire colors, gauges, and connector pin-outs.
- Full test specifications and acceptance criteria.
- Finished assembly drawing with tolerances, label placements, and instructions.
- Functional requirements rather than restrictive part codes, enabling value engineering.
Manufacturing Steps

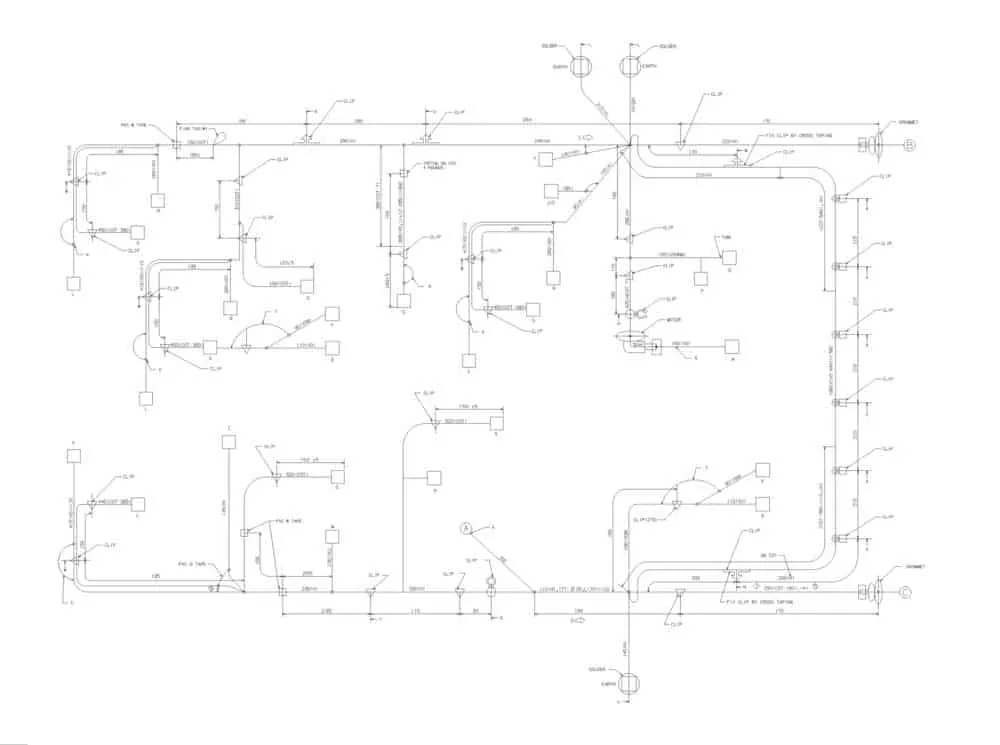
Design
Engineers initiate the process using 3D CAD modeling and imaging systems to map the vehicle’s electrical architecture and geometric constraints, enabling early detection of interference or routing issues. The design phase also considers performance factors such as current capacity, temperature rating, and vibration resistance to select optimal components and materials.
Design Review
Upon receipt of the design package, the manufacturer’s engineering team evaluates the BOM for performance, availability, and cost-efficiency. If gaps are identified, they propose alternative solutions that maintain or exceed specifications while improving lead times or reducing total cost.
Materials Preparation
Procurement teams source all required raw materials, components, and consumables from approved vendor lists, ensuring compliance with IPC/WHMA-A-620 and relevant industry standards. The materials are then staged for assembly.
Assembly Documentation
The manufacturing engineer develops detailed work instructions, including visual aids and test procedures, to guide operators through each assembly step and quality checkpoint. These documents form the basis for process control and traceability.
Parts Inspection
Incoming inspection verifies all components against specifications: wire gauge (AWG or mm²), terminal plating thickness, connector cavity dimensions, etc. Non-conforming parts are rejected and returned to the supplier, with results logged in the manufacturer’s quality management system (QMS).
Prototyping
A first-article prototype is built to validate the design and assembly process. The prototype undergoes dimensional checks, electrical testing, and pull-force measurements. Only after passing these tests does the design move to full-rate production, minimizing waste and rework.
Assembly
Production typically relies on skilled manual labor due to the high variety and complexity of harnesses, although semi-automated cutting, stripping, and crimping machines are used.
Wire Cutting
Wires are cut to precise lengths using automated wire cutting machines, programmed from the BOM data.
Labeling
Each cut wire is marked with a durable identifier for traceability and layout matching.
Stripping
Ends of the wires are stripped to a specified length, followed by magnified visual inspection to detect any conductor damage or insulation nicks.
Crimping
Stripped ends are crimped to terminals using calibrated crimping tools. Crimp height and pull-force measurements are verified against IPC/WHMA-A-620 standards to ensure a gas-tight connection.
Soldering
When required, soldered connections are made to reinforce joints, followed by visual inspection for solder defects such as bridges or cold joints.
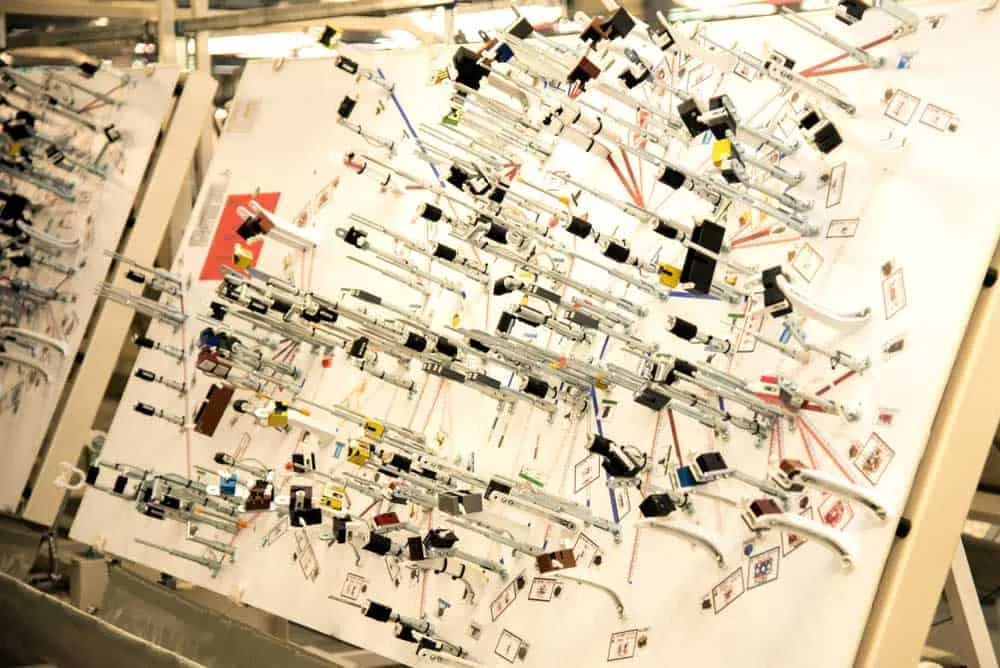
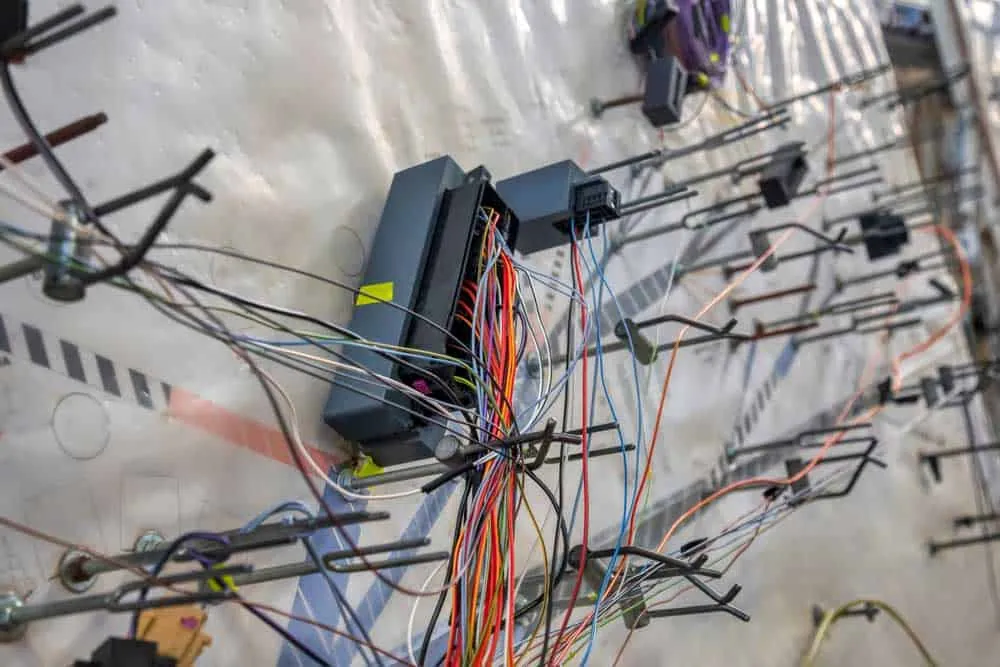
Assembly
Wires are routed onto an assembly board, inserted into connector housings, and bundled with protective sleeving or tape. The finished harness is then prepared for testing.
Testing
100% electrical testing is performed, including continuity, insulation resistance (megohm), and dielectric withstand. Pull tests verify crimp integrity, and a final visual inspection ensures labels, routing, and coverings meet the drawing.
Enhancing Wire Harness Quality During Manufacturing
To extend harness lifespan in challenging environments, manufacturers can apply protective coverings:
- Plastic tubes: Provide robust sealing against moisture and abrasion, ideal for industrial and off-highway vehicles.
- Gummed tape: Secures wire bundles in confined spaces, commonly used in interior subsystems like seating, infotainment, and power windows.
- Corrugated tubes: Offer high impact resistance and flexibility for applications subject to mechanical shock, such as military and heavy-duty transport.
Benefits of Automotive Wire Assemblies

Streamlined Installation
Integrating thousands of wires, terminals, and connectors into a single, form-fitted harness simplifies final vehicle assembly, reducing labor hours and error rates.
High-Reliability Construction
Properly assembled harnesses resist vibration, moisture, and heat, minimizing electrical shorts and open circuits. Flame-retardant sheathing adds a layer of fire safety.
Additional benefits include space optimization, enhanced electrical safety, and design flexibility.
Design for Manufacturing (DFM) and Certification Considerations
For OEM buyers and procurement engineers, ensuring that a harness supplier adheres to stringent DFM principles and industry certifications is critical. DFM reviews during the product development phase identify potential assembly challenges—such as tight bend radii, connector accessibility, and terminal insertion forces—that could lead to production delays or field failures. By collaborating early with the harness manufacturer, engineers can optimize the design for automated or manual processes, reduce part count, and lower total cost.

Compliance with recognized standards underpins quality and reliability. For automotive applications, IATF 16949 certification demonstrates a supplier’s commitment to defect prevention and continuous improvement across the supply chain. Aerospace primes should seek AS9100-certified manufacturers who operate under rigorous process controls and traceability requirements. In medical device applications, ISO 13485 ensures that wire harnesses meet strict safety and regulatory standards. Additionally, workmanship must conform to IPC/WHMA-A-620, the prevailing standard for cable and wire harness assemblies, which defines accept/reject criteria for crimping, soldering, and mechanical assembly.
These certifications, combined with a robust DFM process, enable OEMs to mitigate risk, accelerate time-to-market, and achieve the long-term reliability demanded by their end customers.
Conclusion
Manufacturing automotive, EV, aerospace, and medical wire harnesses demands precision, high-quality materials, and rigorous inspection at every stage. By partnering with a certified harness manufacturer that follows documented DFM and testing protocols, procurement professionals can secure assemblies that perform reliably in the most demanding applications.




An earlier version of this article first appeared on autowiringpro.com. This version has been rewritten and updated for OEM and procurement audiences.